电话
0596-6011789
OSP 表面处理作为一种常见且符合 RoHS 指令要求的 PCB 铜箔表面处理工艺,在实际应用中既展现出诸多优势,也面临着一些挑战。那么,如何充分发挥 OSP 表面处理的优势,解决实际生产中遇到的问题,提升 PCB 的焊接质量和可靠性呢?捷配将为您详细解析。
●表面平整均匀:OSP 表面处理形成的有机皮膜厚度为 0.2~0.5um,能够使 PCB 表面保持平整均匀,非常适合 SMT 密间距元件的安装。
●耐热冲击性能好:OSP 膜具有良好的耐热冲击性能,能够适应无铅工艺及单双面板的加工,并且与任意焊料兼容。
●操作环境友好:OSP 表面处理采用水溶性操作,温度可控制在 80℃以下,不会造成基板弯曲变形,同时污染少,易于实现自动化生产线。
●工艺简单、成本低:相较于其他表面处理工艺,OSP 工艺相对简单,良率高,成本较低。
●保护膜易受损:OSP 膜极薄,容易在生产、储存和使用过程中被划伤或擦伤。
●多次高温焊接后性能下降:PCB 经过多次高温焊接后,OSP 膜会发生变色、裂解变薄、氧化等问题,影响可焊性和可靠性。
●药水配方差异大:OSP 药水配方种类繁多,性能参差不齐,可能导致产品质量不稳定。
在实际生产中,OSP 板容易出现表面变色、膜厚不均匀、膜厚超差等问题。在 PCB 制作的后期阶段,已成型的 PCB 如储存和使用不当,容易出现焊盘氧化、焊盘上锡不良、不能形成牢固的焊点、虚焊及焊锡不饱满等焊接问题。特别是在 SMT 生产双面板第二面及锡炉焊接时,容易出现回流焊接不良、焊点漏铜、外观满足不了 IPC3 级标准、锡炉焊接不良率高等问题。
以某公司 OSP 表面处理 PCB 产品为例,在 SMT 生产第一面时元件焊盘上锡良好,但在生产第二面时出现过炉后连接器及部分位置元件焊盘上锡不良,焊料在焊盘上出现一定的反湿润和拒焊问题。通过外观检查、使用异丙醇和盐酸清洗不良焊盘进行可焊性对比,以及借助第三方实验室使用 EDS 进行成分分析等方法,发现该问题主要是由于 OSP 膜厚不够及不耐多次高温导致。新拆封的 OSP 板保护膜完好,未出现焊盘氧化现象,焊锡润湿性良好。经过一次回流高温后 OSP 膜受热分解减薄,部分区域 OSP 膜损耗殆尽,无法有效保护焊盘铜箔导致焊盘氧化,焊接时出现拒焊现象。
OSP 有三大类的材料:松香类(Rosin)、活性树脂类(Active Resin)和唑类(Azole)。目前使用最广的是唑类 OSP,其已经经过了约 6 代的改善,现分解温度可高达 354.9℃,适合无铅工艺和多次回流焊接。PCB 在生产前需根据产品的生产工艺选择合适的药水。
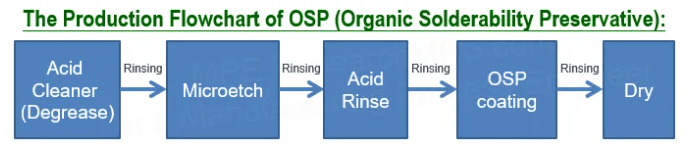
●生产工艺流程:OSP 板的生产工艺流程包括放板、除油、水洗、微蚀、水洗、预浸、DI 水洗、吸干、上保护膜(OSP)、吸干、DI 水洗、吹干、烘干、吹干、烘干、收板等步骤。每个步骤都需要严格控制,以确保 OSP 膜的质量。
○除油:除油效果的好坏直接影响到成膜质量。需通过分析溶液,将浓度控制在工艺范围内,并经常检查除油效果,若效果不好应及时更换除油液。
○微蚀:微蚀的目的是形成粗糙的铜面,便于成膜。一般将微蚀厚度控制在 1.0~1.5um 比较合适,每班生产前需测定微蚀速率,根据速率确定微蚀时间。
○预浸:预浸可以防止氯离子等有害离子对 OSP 缸溶液的损害。需重点管控预浸液的浓度和预浸时间,确保预浸剂溶液中有适量的铜离子,以促进络合物保护膜的生成。
○OSP 主要成分浓度:烷基苯并咪唑或类似成分(咪唑类)是 OSP 药液中的主成分,浓度高低是决定 OSP 膜厚的关键。在生产过程中需要重点监控 OSP 药水的浓度。
○溶液的 PH 值:PH 值的稳定对成膜速率的影响较大,一般 PH 值控制在 2.9~3.1,可得到致密、均匀厚度适中的 OSP 膜。需重点监控 PH 值,保持其稳定。
○溶液的温度:温度的变化对成膜速率的影响也比较大,需控制 OSP 槽的温度,以确保成膜速率稳定。
○成膜时间(浸涂时间):在确定的 OSP 槽液组成、温度和 PH 值条件下,成膜时间越长,成膜越厚,需管控好成膜的时间。
●膜厚的检测:目前大部分 PCB 厂采用 UV 紫外光谱仪来测定 OSP 膜厚,但该方法测试误差较大。还有一种方法是使用 FIB 技术测量 OSP 膜的实际厚度。PCB 厂在生产时需要使用合适的方法检测和管控 OSP 膜的厚度,确保符合标准要求。
●包装要求:OSP 板来料应采用真空包装,并附上干燥剂及湿度显示卡。PCB 板与板之间要使用隔离纸隔开,避免划伤或摩擦损坏 OSP 膜。
●储存要求:OSP 板不能直接暴露在日照环境下,要储存在相对湿度 3070%、温度 1530℃的环境下,保存期限小于 6 个月,建议使用专用的防潮柜储存。如 PCB 受潮或过期,不能烘烤,只能退回 PCB 厂进行 OSP 重工。
●PCB 开封检查:PCB 开封前需检查包装是否有破损,湿度显示卡是否有变色,如有破损或变色,则不能使用。开封后 8 小时内需上线生产,建议使用多少开封多少,未生产完或尾数的 PCB 要及时使用真空包装。
●温湿度控制:需要控制好 SMT 车间的温湿度,建议车间温度 25±3℃,湿度 50±10%。生产过程中禁止裸手直接接触 PCB 焊盘表面,防止汗液污染,造成氧化,导致焊接不良。
●锡膏印刷与清洗:印刷锡膏的 PCB 应尽快贴装完元件过炉,尽量避免印刷错误或贴装问题导致洗板,因为洗板会损害 OSP 膜。如确实要洗板,不能使用高挥发性溶剂浸泡或清洗,建议以无纺布沾 75% 酒精擦除锡膏,清洗后的 PCB 在 2 小时内需完成焊接。
●贴装与焊接时间管控:SMT 单面贴片完成后,需要在 24 小时内完成第二面 SMT 元件的贴装,最长 36 小时内要完成 DIP(插件)元件的选择焊或波峰焊焊接。
●钢网开口设计:由于 OSP 表面处理的 PCB 相对其他表面处理的 PCB 锡膏流动性会差一些,焊点容易露铜。钢网开口设计时可适当加大一些,建议按焊盘 1:1.05 或 1:1.1 开孔,但需要注意做好 CHIP 元件的防锡珠处理。
●回流焊参数设置:OSP 板回流焊时的峰值温度和回流时间在满足焊接质量的情况下建议尽量偏制程窗口的下限,如有条件的,推荐使用氮气生产,可有效改善双面 OSP 板第二面焊盘氧化焊接不良的问题。

影响OSP表面处理 PCB 焊接不良的因素众多,包括 OSP 药水的成分和质量、OSP 膜的厚度及均匀性、OSP 板的包装和储存、SMT 段的使用与时间管控以及生产过程工艺参数等。要提高和保证良好的焊接质量,需要 PCB 厂严格管控制造的关键工艺参数,确保 OSP 膜的质量和 PCB 的生产质量;生产后的 PCB 需严格按照要求进行包装储存;SMT 在使用时要严格按照使用时间进行管控,并对钢网开口、炉温等工艺参数进行管控和优化,制定完善的生产工艺流程。选择捷配 PCB,我们将为您提供专业的 OSP 表面处理服务,助力您的电子产品制造更加高效、可靠。返回搜狐,查看更多
